专注精密冲压 引进国外先进设备
多家世界知名品牌供应商
Jimmy@fcejmdg.com
13922979180
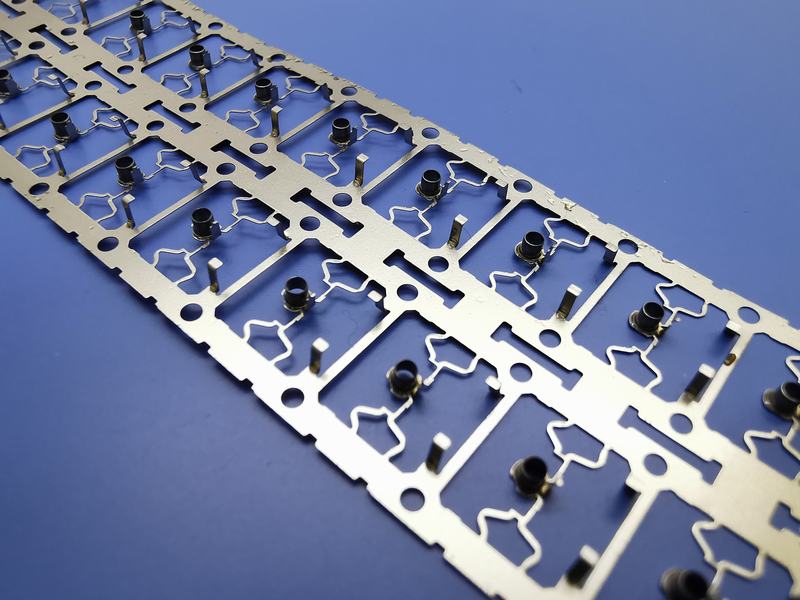
金属冲压件加工工艺制定注意哪些方面?
时间:2021-09-30 11:58
拉伸件厂家为了提高冲压过程的稳定性和保证冲压件的质量,有时需要增加工序数
1、当金属冲压件的截面质量和尺寸精度要求较高时,可考虑在下料之后加精加工或直接采用精密冲裁工艺。
2、拉深工序数与材料性能、拉深高度、拉深步数、拉深直径、材料厚度有关,可通过拉深工序计算确定。
3、拉伸件厂家为了提高冲压过程的稳定性和保证冲压件的质量,有时需要增加工序数

4、对形状简单的金属冲压件,采用单工序模具下料;复杂落料形状的工件上下轮廓应分为若干部分,并采用多种冲压工艺。对平面度要求较高的五金冲压件,可在冲裁工序之后增加校平工序。
5、弯曲冲压件的加工量主要取决于其结构形状的复杂程度、弯曲角度的个数、相对位置和弯曲方向。
六田辉达娱乐

猜您喜欢的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

请加微信联系
地址:东莞市大岭山镇水朗村拥军路166-168号欧旻工业区A5栋1楼B区
电话:13922979180
邮箱:Jimmy@fcejmdg.com
© 2021 版权所有 东莞LOGIN_辉达娱乐_「爱生活,玩辉达」 - pghd
建站+优化排名:

服务城市:广东省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服务市区: 深圳市 东莞市 广州市 江苏市 济南市 上海市 杭州市 佛山市 宁波市 达州市 聊城市 北京市




